高温季养殖防渗膜焊接总失败?5个控温技巧让焊缝滴水不漏
发布时间:2025/7/5 14:49:43 点击:94
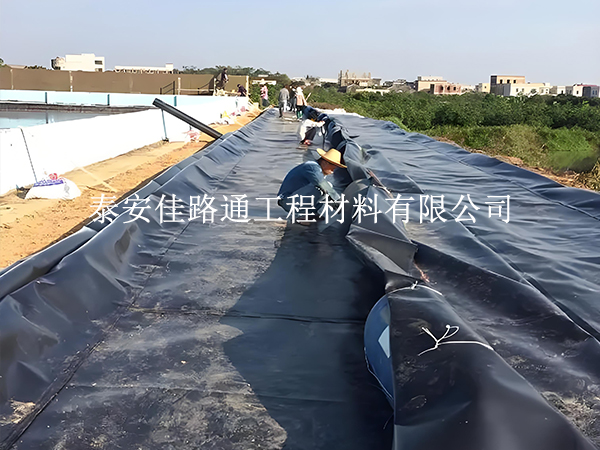
夏季高温暴晒,养殖防渗膜焊接稍不注意就容易出现虚焊、烧焦问题,直接影响防渗效果。想要在炎炎烈日下保障焊接质量?这5个针对性控温技巧,是夏季施工的必备指南!一、避开高温时段,选对“清凉”施工时间夏季膜面温度最高可达60℃以上,此时焊接极易导致膜材过热。建议:错峰作业:避开11:00-15:00的高温时段,选择清晨(6:00-9:00)或傍晚(17:00-19:00)施工。这两个时间段膜材表面温度相对较低,焊接时更易控制温度。动态监测:施工前用红外测温仪测量膜面温度,若超过40℃,建议暂停焊接,采取降温措施后再作业。二、降低设备基础温度,避免“火上浇油”高温环境下,需将焊接设备的基础温度比常温下调10-20℃:常规膜材温度调整:0.8mm厚HDPE膜,常温焊接温度为280-300℃,夏季需调整至270-280℃;1.2mm厚膜材,常温300-320℃,夏季调整为290-300℃。分阶段测试:每更换一次焊接区域,先用小块膜材试焊,观察焊缝熔浆挤出情况,微调温度至最佳状态后再正式焊接。三、多重降温措施,给膜材“物理降暑”1、遮阳覆盖:在焊接区域上方搭建移动遮阳棚,阻挡阳光直射膜面,可降低膜面温度10-15℃。2、风冷辅助:使用工业风扇或鼓风机,在焊接时对膜面和焊接设备出风口持续吹风,加速热量散发。注意风向与焊接方向一致,避免影响焊接稳定性。3、湿布降温:提前用湿布擦拭焊接区域,蒸发散热降低膜面温度,但需确保焊接前膜面完全干燥,防止水汽导致虚焊。四、关注环境湿度,灵活调整参数夏季多雨潮湿,空气湿度超过85%时:适度升温:在基础降低温度的前提下,适当提高5-10℃,加速膜材表面水分蒸发,保证熔合效果。加强检测:每完成10米焊缝,立即用真空检测仪检查密封性,压力需达到25kPa以上,保压30秒无泄漏。五、焊接后快速冷却,稳固焊缝结构焊接完成后,需对焊缝进行快速冷却处理:风冷加速:继续使用鼓风机对焊缝吹风1-2分钟,使焊缝快速定型,避免高温导致变形。禁止触碰:冷却过程中严禁用手或工具触碰焊缝,防止未完全固化的熔浆移位,影响焊接强度。夏季养殖防渗膜焊接,温度控制是关键!通过错峰施工、设备调温、物理降温等多重手段,既能避免膜材过热损伤,又能确保焊缝牢固。掌握这些技巧,高温季施工也能让防渗效果稳如泰山!如果在施工中遇到问题,欢迎在评论区交流探讨!