沼气池防渗膜焊接总漏?工艺优化技巧帮你解决
浏览次数:次信息来源:泰安佳路通工程材料有限公司发布时间:2025/9/19
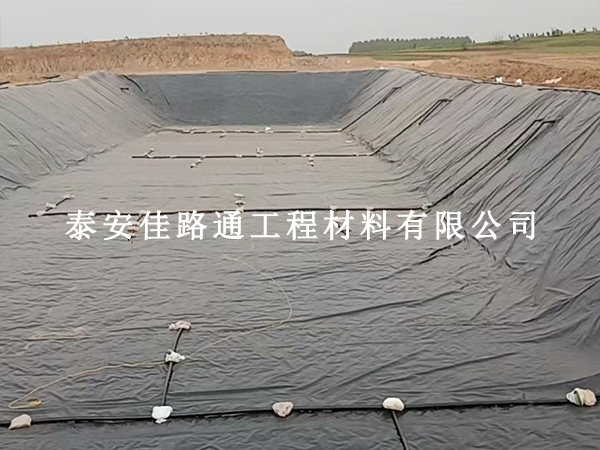
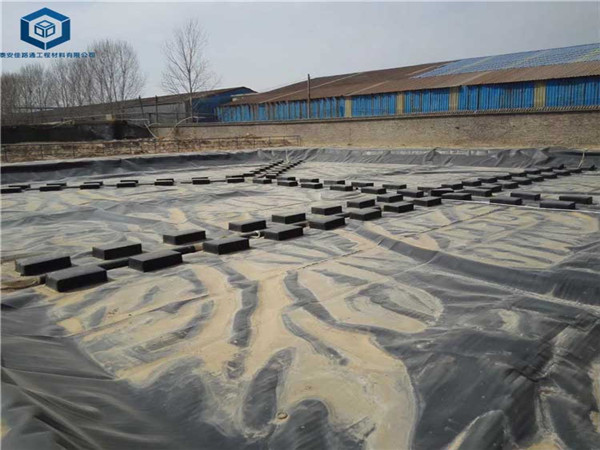
沼气池对防渗膜焊接质量要求极高,一旦焊缝出现漏点,不仅会导致沼气泄漏引发**风险,还会造成原料浪费。需针对沼气池的密闭需求、地形特点及气体腐蚀环境,优化焊接工艺,才能实现**密封。以下梳理核心优化技巧。一、焊接前优化:筑牢密封基础1. 膜材与环境预处理升级优先选用与沼气池环境适配的 HDPE 防渗膜(耐酸碱腐蚀,抗沼气侵蚀),焊接前需检查膜材边缘:若有毛边、破损,用专用刀具裁剪平整(边缘不规整易导致焊接受力不均)。清理焊接区域时,除常规去除泥沙、油污外,需用干抹布擦干膜材表面(沼气池施工多潮湿,残留水分会破坏焊缝熔合);若环境湿度大,用便携式吹风机吹干搭接边,确保焊接面干燥。2. 设备适配性调整选用带温度补偿功能的双轨热熔焊机(沼气池施工温度波动大,该功能可稳定焊接温度),提前更换适配膜材厚度的焊接压轮(压轮纹路需与膜材糙面匹配,增强贴合度)。配备小型防风罩(沼气池多为露天或半露天,防风罩可聚焦焊接区域,避免微风导致焊缝冷却过快),焊接前在废膜上试焊 3 次以上,直至确定稳定的温度、速度参数。二、核心焊接参数优化:适配沼气池特性1. 基础参数动态调节根据膜材厚度与环境温度调整核心参数:低温环境下适当**焊接温度(确保膜材充分熔合),同时减慢行走速度(延长熔合时间);高温环境下降低温度,加快速度(避免膜材烧焦)。针对沼气池常用的中厚型防渗膜,优化压轮压力(压力过大会压薄焊缝,过小则熔合不充分),以焊接后焊缝无明显凹陷、两侧熔边均匀为宜。2. 特殊区域参数适配边坡与池底衔接的拐角处,采用 “降速增温” 模式:焊接速度比平面区域慢,温度略高,确保拐角处膜材充分熔合;焊机经过拐角时,操作人员需平稳转向,避免因速度突变导致跳焊。膜材搭接重叠区域(沼气池常需多层加强),焊接时需增加 1 组压轮辅助压实,防止重叠处空气未排出形成气泡。三、焊接操作优化:聚焦密封细节1. 平面焊接流程升级采用 “先定位后焊接” 方式:用粉笔在膜材上标记搭接宽度线,确保搭接边对齐(偏差不超过 2cm),再用沙袋沿搭接边压实(替代人工扶膜,避免焊接时膜材移位)。焊接时保持焊机匀速前进,避免中途停顿;焊机启停时,在焊缝端点多焊 5cm(端点易出现虚焊,延长焊接长度可强化密封),后期无需裁剪(端点埋入锚固沟,不影响整体防渗)。2. 复杂部位强化技巧沼气池进出料口、搅拌设备基础等穿膜部位,采用 “先焊主缝后补焊” 工艺:先焊接膜材与套管的主焊缝(双轨热熔焊),再用挤压焊枪沿套管周边做环形补焊(形成密封环),补焊时焊条需与膜材同材质,确保熔合紧密。对老旧沼气池改造的不规则区域,裁剪膜材时预留 3cm 余量,焊接前拉伸膜材使其贴合基层,再进行焊接(避免因膜材褶皱导致焊接不严密)。四、焊接后质量管控优化:杜绝隐性漏点1. 即时检测方式升级采用 “真空检测 + 充气检测” 双重验证:平面双焊缝用真空检测仪逐段检测(负压保压无下降为合格);穿膜部位、拐角处等关键区域,额外进行充气检测(用密封塞封堵焊缝空腔,充气后 30 分钟压力无降为合格)。检测发现漏点时,标记后立即用挤压焊枪补焊,补焊区域需超出漏点边缘,补焊后再次检测,确保无二次隐患。2. 焊缝保护优化焊接完成后,2 小时内用土工布覆盖焊缝(沼气池施工易有尖锐杂物掉落,土工布可防穿刺),禁止在焊缝区域堆放工具或行走。若需后续施工(如铺设保护层),需在焊缝上方铺垫木板(分散机械压力),避免重型设备直接碾压焊缝导致开裂。沼气池防渗膜焊接工艺优化的核心是 “适配环境、精准参数、强化细节、双重检测”,每个环节都需围绕 “防泄漏、抗腐蚀” 展开。施工前需结合沼气池类型(如户用小型池、工程大型池)调整工艺,施工中严格按优化后的流程操作,才能保障焊接质量。若对复杂池形的焊接优化有疑问,可咨询专业防渗施工团队获取定制方案。