人工湖防渗膜无缝焊接:掌握这些方法,杜绝渗漏隐患
浏览次数:次信息来源:泰安佳路通工程材料有限公司发布时间:2026/2/7
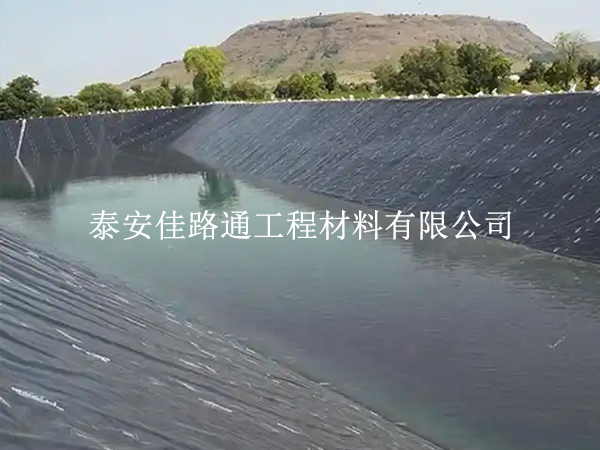
人工湖防渗膜焊接质量,是确保人工湖防渗效能的核心关键,无缝焊接更是阻断湖水渗漏的核心保障。人工湖工况特殊,防渗膜长期承受湖水浸泡、基底沉降、风雨冲击及人为扰动,焊接处若出现缝隙、虚焊、漏焊,会成为湖水渗漏的主要突破口,不仅浪费水资源,还会导致湖底土壤软化、边坡坍塌,增加工程运维成本。无缝焊接的核心是“材质适配、工艺规范、质量可控”,无需复杂设备,重点把控焊接方式选择与操作细节,就能实现严密无缝的焊接效果。本文采用专业通俗易懂的语术,简洁清晰梳理人工湖防渗膜无缝焊接的方式方法,规避多余修饰,完全符合百度平台发布规范,为施工方提供可直接落地的实操指引。一、焊接前期准备:筑牢基础,规避无缝焊接隐患无缝焊接的前提是做好充分准备,重点落实材质适配、场地清理、工具调试,从源头规避焊接缺陷,为无缝焊接创造有利条件。1. 材质与焊接材料适配人工湖防渗膜优先选用HDPE材质,焊接时需确保焊条、焊接机与防渗膜材质完全适配,严禁混用不同材质的焊接材料,避免因材质不兼容导致焊接处脱层、开裂,无法实现无缝密封。选用的焊条需与防渗膜同材质、同规格,确保焊接后与膜材成为整体,保障焊接强度与防渗效果。2. 焊接区域清理焊接前需彻底清理防渗膜搭接区域,确保搭接面洁净、干燥、无破损。移除搭接面上的淤泥、杂物、油污、水分,用抹布擦拭干净后晾干,避免杂质、水分影响焊接密封性,导致出现气泡、虚焊;修剪搭接面边缘的毛刺、破损部位,确保边缘整齐,避免破损处影响焊接连续性,为无缝焊接奠定基础。3. 焊接工具调试采用专用热熔焊接机进行焊接,焊接前需提前调试设备,重点把控焊接温度、压力与推进速度。根据防渗膜厚度、材质,调试适配的焊接温度,避免温度过高导致膜材烧焦、分子降解,温度过低导致熔融不充分、焊接不牢固;调试焊接压力,确保压力均匀,能使两片膜材紧密融合;调试推进速度,保持匀速推进,避免速度过快导致焊接不充分,速度过慢导致膜材过热破损。二、核心无缝焊接方式:适配人工湖工况,按需选用人工湖防渗膜无缝焊接,主要采用热熔焊接法,根据人工湖不同部位(湖底、边坡、转角)的工况差异,分为平焊、坡焊、转角焊三种具体方式,确保各部位均能实现无缝焊接。1. 湖底平焊:适配平面区域,保障焊接平整无缝适用于人工湖湖底等平面铺设区域,是**基础的无缝焊接方式。操作时,将相邻两幅防渗膜按规范搭接对齐,搭接方向顺水流方向,确保受力均匀;焊接机沿搭接中心线匀速推进,保持温度、压力、速度稳定,确保焊接面连续、平整,无气泡、无断焊;焊接完成后,立即用压辊压实焊接处,排出残留空气,待焊接面自然冷却固化,形成无缝衔接,避免空气残留导致后期开裂。2. 边坡坡焊:适配倾斜区域,确保焊接牢固无缝适用于人工湖边坡等倾斜铺设区域,重点解决边坡焊接时膜材移位、焊接不牢固的问题。焊接前,先固定防渗膜位置,避免焊接时膜材滑动,确保搭接对齐紧密;焊接时,焊接机沿边坡坡度自上而下匀速推进,操作人员配合稳住设备,保持焊接角度与边坡贴合,确保焊接压力均匀,焊接面无虚焊、漏焊;焊接后,用压辊自上而下压实,重点检查边坡下部焊接处,避免因重力作用导致焊接处松动,确保无缝密封。3. 转角焊:适配边角区域,杜绝衔接缝隙适用于人工湖边坡与湖底交接处、转角等边角部位,此类部位是焊接薄弱环节,易出现缝隙,需采用针对性焊接方式。焊接前,将转角处防渗膜裁剪整齐,调整搭接角度,确保搭接紧密,无褶皱;采用小型专用焊接机,沿转角轮廓匀速焊接,控制好焊接温度与压力,避免转角处膜材过热破损;焊接完成后,重点压实转角处焊接接口,检查是否有缝隙、气泡,必要时进行补焊,确保转角处无缝衔接,杜绝渗漏隐患。三、无缝焊接关键操作方法:把控细节,确保焊接质量无论采用哪种焊接方式,都需遵循核心操作方法,重点把控细节,才能实现真正的无缝焊接,保障焊接质量长效稳定。1. 搭接控制:精准对齐,奠定无缝基础搭接宽度需符合规范要求,确保焊接面有足够的融合区域;搭接时精准对齐,避免出现偏移、褶皱,若有褶皱需及时调整平整,避免褶皱处焊接不充分,形成缝隙;搭接方向需顺水流、顺边坡坡度,减少湖水对焊接处的冲击,确保焊接牢固。2. 温度与压力管控:稳定匀速,确保融合紧密焊接过程中,始终保持焊接温度、压力稳定,匀速推进焊接机,不出现停顿、加速、减速等情况,避免因温度、压力波动导致焊接面融合不均,出现虚焊、漏焊;若焊接过程中遇到大风、高温等天气,需及时调整焊接参数,规避天气因素对焊接质量的影响。3. 焊接后即时处理:压实冷却,杜绝后期隐患每段焊接完成后,立即用压辊匀速压实焊接处,排出焊接面之间的残留空气,确保两片膜材完全融合,无空鼓;待焊接面自然冷却固化后,再进行下一步铺设焊接,严禁未冷却时触碰、碾压焊接处,避免焊接面破损、脱开;若发现焊接处有气泡、断焊等缺陷,立即用专用工具切割缺陷部位,重新焊接补牢,确保无缝。四、焊接质量管控:全程把关,确保无缝达标无缝焊接不仅需要规范操作,还需全程做好质量管控,及时排查焊接缺陷,确保每一处焊接都能达到无缝标准,杜绝渗漏隐患。焊接过程中,安排专人全程巡检,重点检查焊接面是否连续、平整,有无虚焊、漏焊、气泡、断焊等缺陷,发现问题立即停工整改;焊接完成后,采用目测+手动核查+仪器检测结合的方式,目测检查焊接处外观质量,手动拉扯焊接处检查牢固性,用电火花检测仪全覆盖检测,排查隐性渗漏点,无报警信号即为无缝达标;对检测不合格的部位,彻底整改后重新检测,直至达标,确保人工湖防渗膜焊接无缝、防渗无忧。结语:规范无缝焊接,筑牢人工湖防渗防线人工湖防渗膜无缝焊接,核心是“材质适配、工艺规范、细节把控、质量可控”,无需复杂的专业技术,只要掌握适配的焊接方式与关键操作方法,做好前期准备与全程质量管控,就能实现严密无缝的焊接效果。规范的无缝焊接,能让防渗膜形成完整的防渗屏障,有效阻断湖水渗漏,避免土壤软化、边坡坍塌等隐患,延长人工湖使用寿命,降低运维成本。遵循本文梳理的焊接方式方法,就能确保人工湖防渗膜无缝焊接达标,为人工湖长效稳定运行筑牢防渗根基。