鱼塘防渗膜挤压焊接:掌握这套标准操作,焊缝滴水不漏
浏览次数:次信息来源:泰安佳路通工程材料有限公司发布时间:2026/6/15
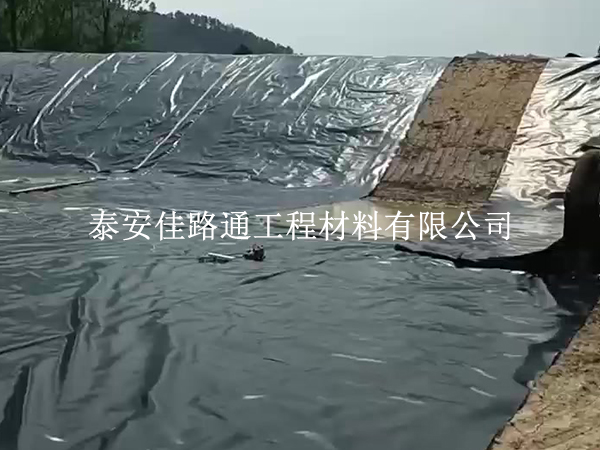
鱼塘防渗工程成败,七分在焊接。挤压焊接作为HDPE防渗膜**核心的连接工艺,操作规范直接决定了鱼塘能否真正做到滴水不漏。本文梳理一套实用的焊接标准流程,供施工人员参考执行。焊接前:清洁与试样缺一不可挤压焊接对膜面洁净度要求极高。接缝处不得有泥沙、油污、灰尘、水分等任何杂质,焊接前必须用干净毛巾或软布逐段擦拭,确保搭接面干燥清洁。每日开工**步是制作试样。现场裁剪小块膜材试样,搭接宽度不小于十厘米,用拉力机进行剥离和剪切试验。试样合格后,方可以当时设定的温度、压力、速度参数正式焊接。试样需标注日期、时刻及环境温度,留档备查。焊接中:三大参数锁定质量挤压焊接机的核心操作流程为:调节压力、设定温度、设定速度、检查搭接、装膜入机、启动马达、加压焊接。焊接温度应控制在三百摄氏度至四百摄氏度之间,低于两百摄氏度需重新打磨,切忌用手擦拭。焊接速度保持在每分钟一点五米至两米,根据现场实际微调。空气压力维持在零点三至零点五兆帕,这是双轨焊枪的标准值。搭接宽度不小于十五厘米,焊缝厚度不低于膜厚的一点二倍。焊接过程中需随时观察焊缝状态,要求整齐美观,严禁出现滑焊、跳走、虚焊等缺陷。焊缝处上层膜边缘应打磨成倾角,以提升焊接融合质量。焊缝布置:T型交错是铁律鱼塘防渗膜长度不够需拼接时,先焊横向焊缝,再焊纵向焊缝。横向焊缝间距不小于五十厘米,必须形成T型接头,严禁出现十字交叉。相邻膜块的纵向焊缝应错开一米以上,使膜块间结点呈T型分布。纵向焊缝交点处须用挤压焊机加强处理。这种布置方式能有效分散应力集中,大幅提升焊接后的整体强度。焊接后:检测不合格必须返工焊缝冷却后采用充气压力法检测:将双轨焊缝两端封闭,注入零点二兆帕压缩空气,保持三分钟,压力下降不超过百分之十五即为合格。T形接缝等重点部位应加做真空盒检测,涂刷肥皂水观察有无气泡。发现虚焊、漏焊时,须切断原焊缝,用热熔挤压焊机对切割部位重新修补,修补范围应超出缺陷两端各十五厘米。几条容易踩坑的红线温度低于五摄氏度不施工,必须作业时需对焊机预热风力超过四级需设挡风设施,待焊膜面用砂袋压牢雨天、结露、潮湿天气禁止焊接,采取防护措施除外焊机不用时不得直接放在膜面上,应置于支架或沙袋上施工现场严禁吸烟,禁止穿带铁钉鞋上膜面行走规范操作加全程质检,防渗系统稳定运行十年以上完全可以实现。焊接这道工序,容不得半点侥幸。