养殖防渗土工膜施工注意事项专业指南
浏览次数:次信息来源:泰安佳路通工程材料有限公司发布时间:2025/4/24
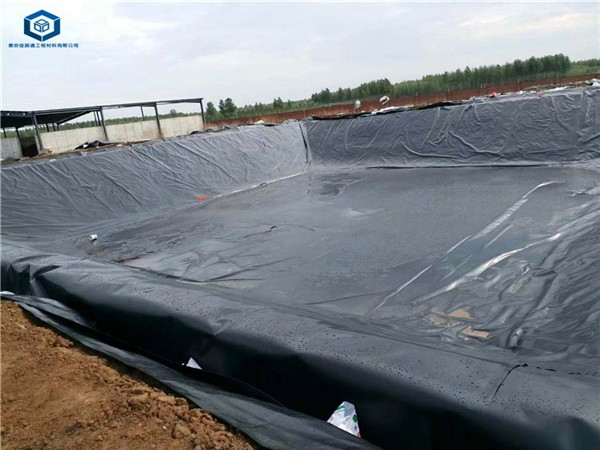
养殖防渗土工膜施工是保障养殖环境**的核心环节,其质量直接影响防渗效果与使用寿命。本文从施工准备、铺设、焊接、锚固及验收全流程,提炼关键技术要点,助力工程**落地。一、施工前准备要点1、场地条件核查场地需平整,坡度≤2%,清除尖锐物(石块、树根等),避免土工膜破损。土壤酸碱度(pH值5-9)、地下水位需符合设计要求,防止材料腐蚀或浮起。2、材料质量管控核对土工膜规格(厚度≥0.5mm,推荐HDPE材质),检查抗拉强度(≥17MPa)、断裂伸长率(≥700%)等性能参数。膜面无褶皱、裂纹,边缘切割整齐,卷材存放需防晒、防潮。3、设备与人员准备焊接设备(热楔焊机、双轨焊机)需校准合格,配备充气压力表、真空盒等检测工具。施工人员需持证上岗,熟悉焊接工艺参数(温度280-350℃,速度1.5-2.5m/min)。二、铺设阶段技术要求1、铺设顺序与方向从坡底向坡顶铺设,膜面自然松弛,避免过度拉伸或褶皱。相邻膜片预留10cm搭接宽度,确保焊接区域清洁无杂质。2、环境条件控制禁止雨天、大风(风速>4级)或高温(地表温度>50℃)作业。施工温度宜控制在5-40℃,湿度≤80%。3、特殊部位处理阴阳角、管道穿膜处采用“T型”或“L型”加强件,焊接后涂刷专用密封胶。膜面与混凝土结构接触部位,需铺设5cm厚细砂保护层。三、焊接工艺关键控制1、试验段焊接正式焊接前,取30cm试样进行剪切剥离试验,焊接强度≥母材强度的80%。记录**佳焊接参数(温度、速度)并固化,严禁随意调整。2、焊接过程管理双轨焊机焊接时,焊缝居中,焊缝宽度≥10mm,焊道平直无气泡。焊缝冷却后(≥30分钟),进行非破坏性检测(真空检测负压≥-0.025MPa,30秒无漏气)。3、缺陷修复虚焊、漏焊部位需标记并切除,采用“补丁法”或“骑缝焊”修复,修复区域面积≥缺陷面积的1.5倍。四、锚固与保护措施1、锚固系统设计土工膜端部嵌入锚固沟(深度≥50cm,宽度≥30cm),用混凝土压块或膨胀螺栓固定。锚固沟回填土需分层夯实,压实度≥90%。2、成品保护焊接完成24小时内禁止踩踏,48小时内避免重物碾压。施工区域设置警示标志,防止机械损伤。五、验收与维护要点1、验收标准焊缝合格率≥95%,整体防渗系统无渗漏(蓄水试验72小时水位下降≤1%)。提交施工记录、检测报告、质保书等全套资料。2、长期维护定期检查膜面破损(建议每季度1次),小面积破损采用“补丁法”修复。避免尖锐物刺穿膜面,严禁化学物质直接接触。养殖防渗土工膜施工需严格遵循技术规范,从材料、工艺到验收全流程把控质量。通过标准化作业与科学管理,可显著提升防渗效果,降低后期维护成本,为养殖业可持续发展提供坚实保障。