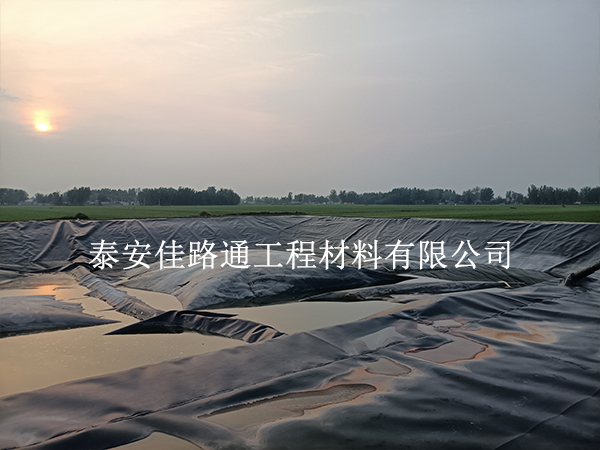
氧化塘土工膜焊完别急着收工,检测这关过不了等于白干
浏览次数:次信息来源:泰安佳路通工程材料有限公司发布时间:2026/6/22
焊接完成不等于防渗完工。氧化塘土工膜的真正考验,从焊缝检测才正式开始。漏一个点,整塘水都可能渗出去。下面这套检测流程,按顺序走,一步都别省。**步:目测检查――用眼睛先筛一遍这是**基础也**容易被忽略的环节。所有施工人员在整个过程中都要持续执行。重点看什么:焊缝是否连续、平整,有没有滑焊、漏焊、烫伤、褶皱。T型接头和修补处尤其要仔细看。发现问题当场标记,别等下一步。第二步:气压检测――双轨焊缝的核心手段双轨热熔焊缝中间留有空腔,正好用来充气检测。操作方法:把焊缝两端封堵,向中间空腔充入0.25MPa的空气,保持5分钟,观察压力表读数是否下降。考虑到卷材较软易变形,允许压力下降20%以内。超过这个范围,说明有漏点,必须返工。这一步是判断双轨焊缝密闭性**直接、**常用的方法。第三步:真空检测――挤压焊缝和复杂节点专用焊机够不到的地方,比如T型接头、管口周围,用的是挤出焊。这类焊缝没法充气,就用真空盒加肥皂水来测。操作方法:在焊缝表面涂刷肥皂水,盖上五面密封的真空盒,用真空泵抽负压。观察有没有气泡冒出来――有气泡,就是漏点。简单、直观、有效,现场就能出结果。第四步:电火花检测――HDPE膜的专属方法高密度聚乙烯土工膜本身是电的绝缘体。用电火花检测仪沿焊缝扫描,一旦仪器探测到孔洞或与地面连通的孔隙,就会产生放电火花。这个方法适合大面积快速排查,尤其对细小穿孔的检出率很高。第五步:破坏性取样――送实验室定输赢按一定频率从焊接好的焊缝上截取样品,送实验室做剪切和剥离强度测试。判定标准:焊缝强度不能低于母材强度的规定比例。达不到,说明焊接参数有问题,整段焊缝都要重新处理。几个实操要点相邻焊缝尽量错缝搭接,T形可以,十字形要尽量避免横向焊缝先焊,纵向焊缝后焊,横向焊缝间距大于50cm应做成T形纵向焊缝建议用挤压焊机加强一道所有检测结果必须记录存档,形成完整的质量追溯档案焊缝检测不是走过场,是防渗系统能不能扛住 years 的关键。每一步做到位,氧化塘才能真正守住水。